

Das Team von Professor Sun Xiaohui von der Chinesischen Universität Shenzhen hat gemeinsam mit dem Team von Professor H.J.H. Brouwers von der Technischen Universität Eindhoven in den Niederlanden eine Studie im Journal „Cement and Concrete Composites“ veröffentlicht. Dabei wurde innovativ die Karbonatisierungs-Beschichtungstechnologie (CC) vorgeschlagen, erstmals ein CaCO₃@IBA-Kern-Schale-Aggregat entwickelt und gleichzeitig hochwertiges gefälltes Calciumcarbonat (PCC) als Nebenprodukt gewonnen.
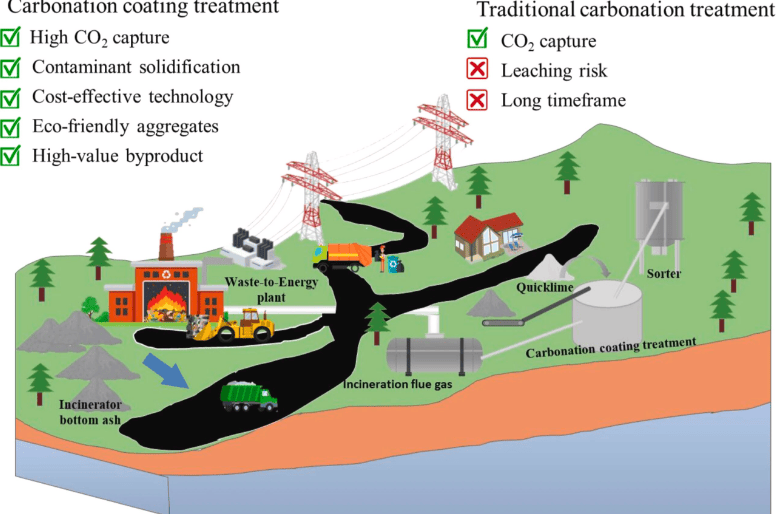
Die weltweite jährliche Produktion von Siedlungsabfällen hat bereits 2,01 Milliarden Tonnen erreicht und wird bis 2050 voraussichtlich auf 3,4 Milliarden Tonnen ansteigen. Die bei der Verbrennung anfallende Rostasche (IBA) macht 80 % des Gesamtgewichts der Verbrennungsrückstände aus; allein in Europa fallen jährlich bis zu 20 Millionen Tonnen an. Die traditionelle Deponierung verschwendet nicht nur Bodenressourcen, sondern versäumt auch das Potenzial der Verwertung fester Abfälle. Ein direkter Ersatz natürlicher Gesteinskörnungen in Baumaterialien birgt jedoch das Risiko der Auslaugung von Schadstoffen wie Schwermetallen, Chloridionen und Sulfaten. Bestehende Karbonatisierungstechnologien leiden unter allgemeinen Problemen wie geringer CO₂-Abscheidungseffizienz, unvollständiger Schadstoffimmobilisierung und Schwierigkeiten bei der Kontrolle löslicher Salze.
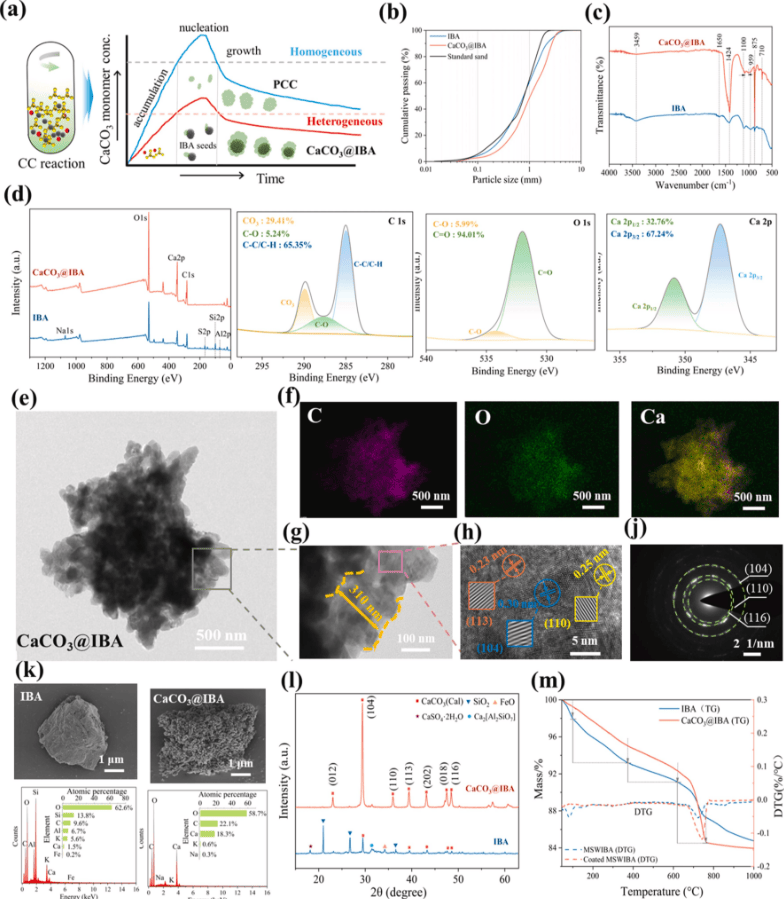
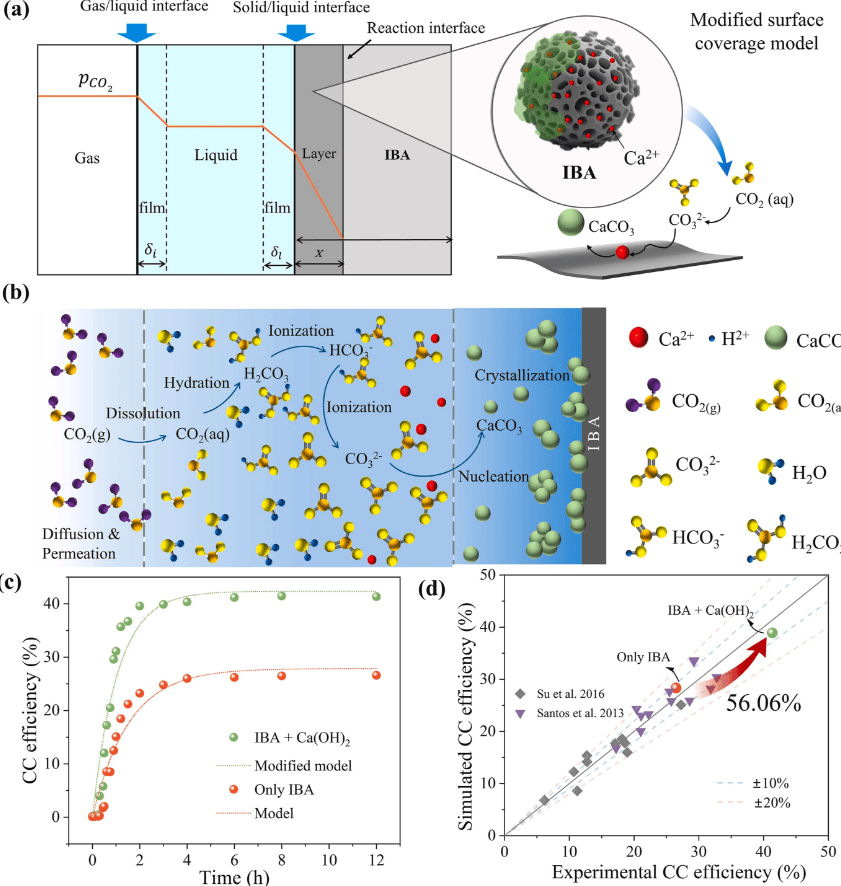
Das Forschungsteam verwendete stark verunreinigte feine Rostasche mit einer Partikelgröße von weniger als 2 mm als Ausgangsmaterial. Durch eine flüssigphasige Karbonatisierungsreaktion wurde auf der Oberfläche der Aschepartikel in situ eine CaCO₃-Schale gezüchtet, wodurch eine CaCO₃@IBA-Kern-Schale-Struktur aufgebaut wurde. Diese Technologie erreicht eine CO₂-Fixierung von bis zu 246,45 mg/g IBA und Immobilisierungsraten für Zn, Cu und Chloridionen von 90 %, 49 % bzw. 30 %. In Kombination mit einem modifizierten Oberflächenbedeckungsmodell wurden die Kinetik der Karbonatisierungs-Beschichtungsreaktion und der Bildungsmechanismus der Kern-Schale-Struktur aufgeklärt. Durch Auslaugungstests und Molekulardynamik-Simulationen wurde der synergistische Immobilisierungsmechanismus von Schadstoffen durch drei Prozesse – physikalische Verkapselung, Carbonatfällung und Gitter-Copräzipitation – enthüllt.
Die Anwendungsleistungsvalidierung zeigt, dass die Druckfestigkeit von Mörtel unter Verwendung von CaCO₃@IBA-Gesteinskörnung als Ersatz für natürlichen Sand bei einem Substitutionsgrad von 30 % um über 16 % im Vergleich zu unbehandelter IBA gesteigert wurde. Die Schadstoffauslaugungswerte des ausgehärteten Mörtels erfüllen die Grenzwerte der einschlägigen Vorschriften für Baustoffe. Die industrielle Gesamtprozessauslegung basiert auf einer Tageskapazität von 100 Tonnen Rostasche und ermöglicht die gleichzeitige Abscheidung von CO₂ aus dem Rauchgas der Müllverbrennung. Eine mittels Monte-Carlo-Simulation durchgeführte Kosten-Nutzen-Analyse zeigt einen durchschnittlichen Nettogewinn von 32,9 Millionen Euro über einen Betriebszeitraum von 10 Jahren, mit einer Amortisationszeit von nur 2,11 Jahren. Die Ergebnisse einer Lebenszyklusanalyse zeigen, dass pro Tonne Produkt eine Reduzierung des Treibhauspotenzials um 30,8 kg CO₂-Äquivalent erreicht werden kann.