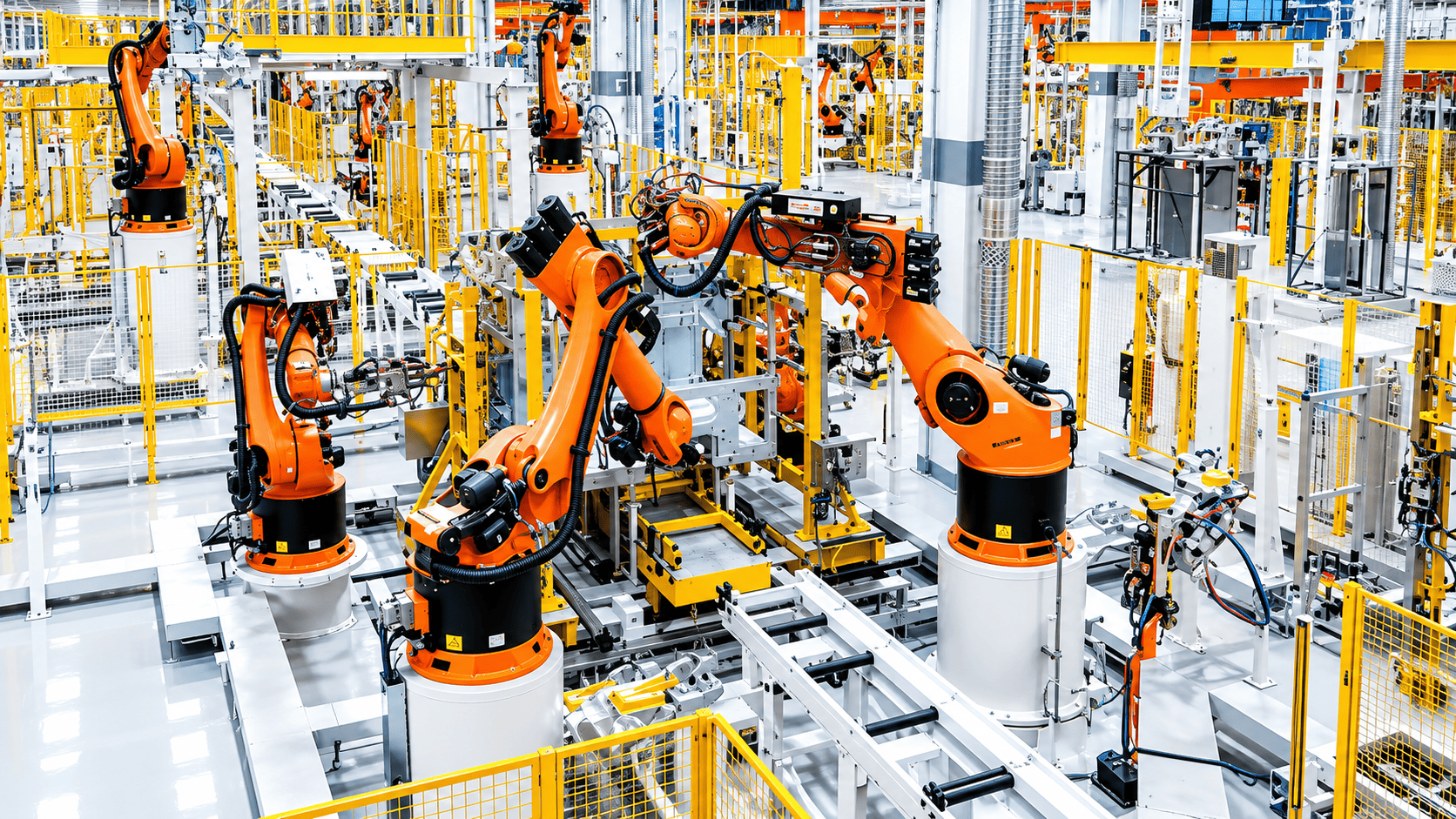
de.wedoany.com-Bericht: In der Werkstatt von EXP Fabrication in Justin, Texas, zeigt eine automatisierte Schweißanlage, dass dieses Metallverarbeitungsunternehmen bereits in der Lage ist, Robotik eigenständig einzusetzen. Die Firmengründer John Hart und Les Porter starteten ursprünglich mit Robotik-Integrationsdienstleistungen, wandten ihr Wissen dann auf das eigene Geschäft an und gründeten EXP Fabrication.
In dieser 2.500 Quadratfuß großen Werkstatt verfährt ein Schweißroboter auf einer 60 Fuß langen Schiene und bedient nacheinander acht unterschiedlich konfigurierte Schweißstationen. Die Stationen sind für Produkte mit verschiedenen Geometrien ausgelegt; so verfügt eine Station für über 10 Fuß lange Teile über eine Gasdruckvorrichtung, um thermische Verformungen zu reduzieren. Eine andere Station ist drehbar, um extrem breite Komponenten zu bearbeiten, die außerhalb der Reichweite des Roboters liegen. Das Unternehmen besitzt zudem zwei weitere, stärker automatisierte Schweißzellen, von denen eine mit einem Drehtisch ausgestattet ist, der das Schweißen während der Rotation des Werkstücks ermöglicht und so die Produktion steigern soll.
„Wenn Aufträge über 1.000 oder 2.000 Stück eingehen – natürlich abhängig von der Komplexität der Komponenten –, ist das unsere Chance. Wir können Kunden helfen, Durchlaufzeiten und Kosten zu senken und gleichzeitig durch den Roboter Wiederholbarkeit zu gewährleisten", sagt Ethan Blankenship, Projektmanager bei EXP Fabrication.
Der Wandel vom Automatisierungsberater zur eigenen Lohnfertigung mit integrierter Robotik verlief relativ reibungslos. Die Herausforderung lag jedoch darin, dass Roboter präzise Werkstücke und Spannvorrichtungen benötigen. Da Plasmaschneidtische oft inkonsistente Spannungen erzeugen, musste das Designteam die Vorrichtungen teilweise überdimensionieren, was wiederum Probleme mit der Wiederholbarkeit verursachte. CNC-Fräs- und Drehmaschinen könnten zwar präzisere Vorrichtungen herstellen, sind aber in der Regel mit der Produktion von Teilen ausgelastet. Mit der Anschaffung neuer Anlagen besserte sich die Situation, aber Teile mit extrem engen Toleranzen mussten weiterhin fremdvergeben werden, was Durchlaufzeiten und Kosten erhöhte.
EXP Fabrication richtete den Blick schließlich auf eine präzisere Trenntechnologie – eine Laserschneidanlage.

„Wir haben etwa zehn Jahre lang einen Hochpräzisions-Plasmaschneidtisch verwendet, weil er preisgünstig war und rund um die Uhr das benötigte Material schneiden konnte. Erst vor etwa drei Jahren begannen wir ernsthaft über Laserschneiden zu diskutieren", so Blankenship.
Das Team hielt Laserschneiden zunächst für zu teuer, zog dann aber die möglichen Kosteneinsparungen in Betracht. Das Unternehmen übernahm Aufträge, die Laserschneiden erforderten, vergab diese jedoch auswärts. Die Verlagerung dieser Arbeiten ins Haus schuf die finanzielle Grundlage für die Investition. Die Eliminierung von Nachbearbeitungsschritten war ein wichtiger Faktor. Beispielsweise mussten nach dem Plasmaschneiden große Paneele mit einem Gewicht von jeweils 80 bis 110 Pfund gewendet werden, um Schlacke zu entfernen (etwa vier bis acht Stunden), und dann wieder in die richtige Ausrichtung für die Abkantpresse gedreht werden. Blankenship merkt an, dass die schlackebehaftete Seite selbst nach der Reinigung optisch nicht so ansprechend ist wie die saubere Seite.
Vor dem Hintergrund der Fokussierung auf Kostensenkung und kürzere Durchlaufzeiten nahm EXP Fabrication Kontakt mit der Hart Machine Tool, dem Vertriebspartner für Cutlite-Laserschneidanlagen, auf.
Blankenship zufolge konzentrierten sich die Gespräche auf die betriebliche Realität des Unternehmens. Die Laserschneidanlage sollte mindestens die Fähigkeit des Plasmaschneidtisches erreichen, Materialstärken von 1 Zoll zu schneiden, gelegentlich auch 1,5 Zoll. Eine 30-kW-Maschine würde 1-Zoll-Material schnell schneiden, aber die zusätzliche Leistung erhöht den Preis, während das Unternehmen nur wenige Male im Jahr sehr dicke Materialien wie 2 Zoll schneiden muss.
Das Unternehmen kaufte schließlich eine 12-kW-Cutlite-Laserschneidanlage mit einem Schneidtisch von 2000 mm × 4000 mm (ca. 6,5 ft × 13 ft) für die Bearbeitung von 6×12 ft großen Blechen, die Mitte 2025 installiert wurde. Blankenship sagt, die Stellfläche sei ein wichtiger Faktor gewesen, da der Platz in der Werkstatt begrenzt ist. Ein 60-Fuß-Schneidtisch mit einem verfahrbaren Portal sei nicht realisierbar gewesen, daher entschied sich die Werkstatt für einen Wechseltisch für die Laserschneidanlage, der das Entladen von Teilen gleichzeitig mit dem Schneidvorgang ermöglicht.
Nach der Installation der Maschine nahm das Team an einer Grundschulung im Cutlite-Werk in den USA teil, die Steuerungsfunktionen und Wartungstipps umfasste. Anschließend sammelten sie durch „Learning by Doing" weiter Erfahrungen. Blankenship zufolge beträgt die Einarbeitungszeit für den Plasmaschneidtisch etwa 20 Minuten, während ein Neuling etwa anderthalb Wochen benötigt, um eine gewisse Fertigkeit im Umgang mit dem Laser zu erlangen. Das Verständnis der Physik hinter der Schnittfugenbildung, der Fokuslage, des Gasverhaltens und der Wärmeübertragung ist entscheidend für die Diagnose von Schnittqualitätsproblemen.
Nach einigen Monaten Nutzung stellte das Team deutliche Erfolge fest: Das Laserschneiden macht die Entfernung von Schlacke überflüssig und bietet eine solche Präzision, dass Nachbearbeitungsschritte entfallen. Blankenship schätzt, dass etwa 75 % der zuvor nachbearbeitungspflichtigen Plasma-geschnittenen Werkstücke nun direkt mit dem Laser geschnitten werden können. Die lasergeschnittenen Teile vereinfachen zudem die Herstellung von Spannvorrichtungen und vermeiden zusätzliche Bearbeitung. Darüber hinaus vereinfacht die Funktion zum Lasergravieren von Zahlen die Schweißaufgaben für mehrere Teile, da der Schweißer die Teile anhand der gravierten Nummern schnell identifizieren kann, ohne nachfragen zu müssen.
Die Anschaffung der Laserschneidanlage ermöglicht es EXP Fabrication, mehr Arbeiten außerhalb des bisherigen Dickenbereichs von 10 Gauge bis 1,25 Zoll zu übernehmen. „Wir können jetzt sehr präzise dünne Bleche der Stärken 16, 18 oder 20 Gauge schneiden und Arbeiten wie Schaltschrankbau durchführen", sagt Blankenship.

Derzeit verlagert sich der Fokus des Unternehmens auf den Bereich des Abkantens. Seine beiden Abkantpressen (200 t und 250 t) sind für schwere Bearbeitungen geeignet, aber nicht das optimale Werkzeug für das hochpräzise Abkanten kleiner Teile aus dünnem Blech. Daher setzt sich die Evolution von EXP Fabrication fort, und das Unternehmen verfügt bereits über Erfahrung in der Automatisierung.
Dieser Artikel wurde von Wedoany übersetzt und bearbeitet. Bei jeglicher Zitierung oder Nutzung durch künstliche Intelligenz (KI) ist die Quellenangabe „Wedoany“ zwingend vorgeschrieben. Sollten Urheberrechtsverletzungen oder andere Probleme vorliegen, bitten wir Sie, uns unverzüglich zu benachrichtigen. Wir werden den entsprechenden Inhalt umgehend anpassen oder löschen.
E-Mail: news@wedoany.com