de.wedoany.com-Bericht: Die ALSTO Präzisionsspannfutter GmbH in Böllattingen-Hausen, Baden-Württemberg, Deutschland, hat durch die Einführung des BLUM-Messsystems den Rundlauffehler der Spannfutter bei Spindeldrehzahlen von 18.000 bis 24.000 U/min von 0,01 mm auf 0,003 mm reduziert und das herkömmliche Außenrundschleifen überflüssig gemacht.
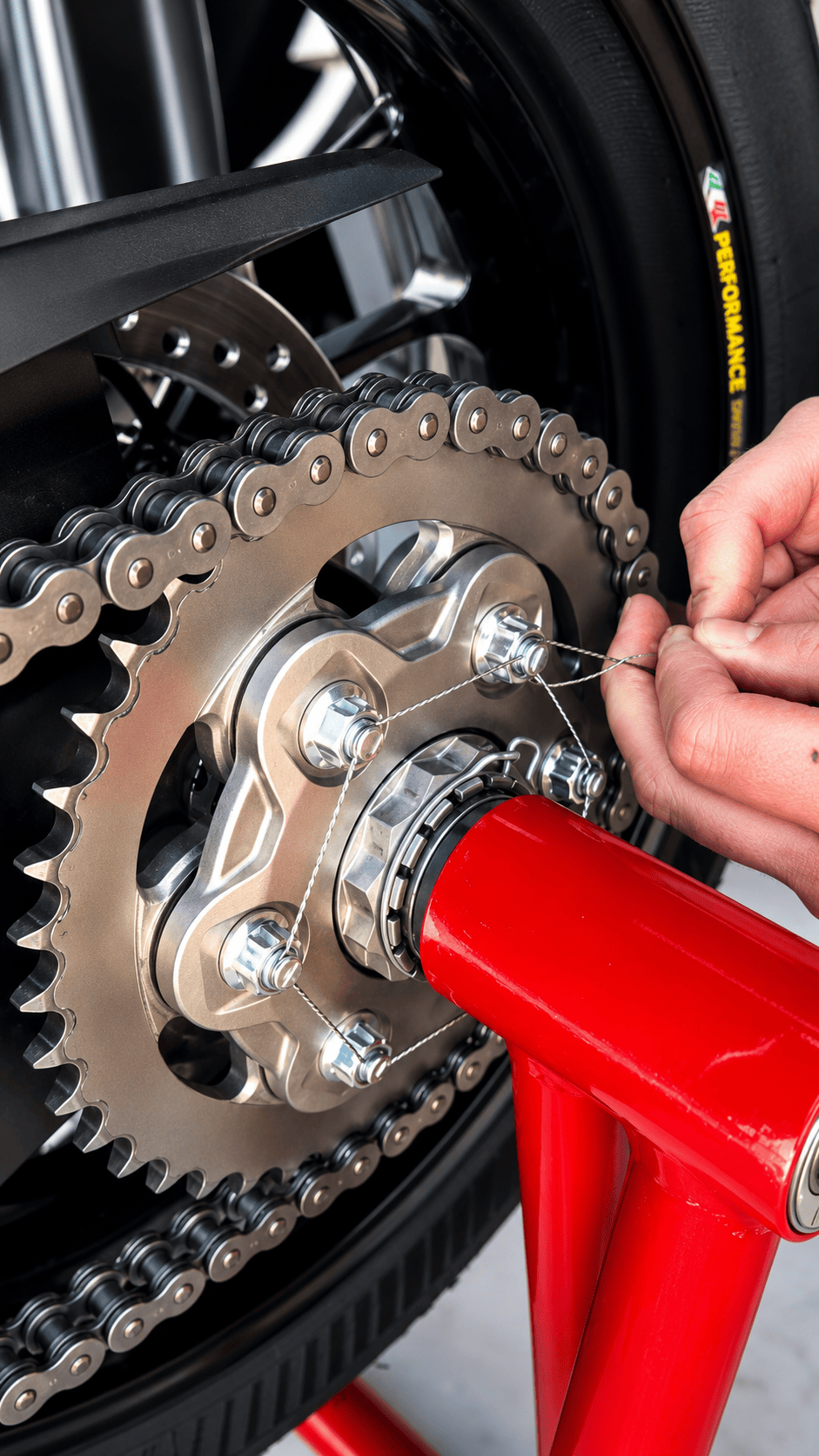
Die von diesem deutschen „Hidden Champion" hergestellten Spannfutter sind Schlüsselkomponenten für die Hochgeschwindigkeitsbearbeitung in CNC-Holzbearbeitungsmaschinen. Bei Spindeldrehzahlen von bis zu 18.000 U/min, Vorschubgeschwindigkeiten von 30 m/min und einer geforderten Bearbeitungsgenauigkeit von ±0,01 mm in der modernen Holzbearbeitung ist die Stabilität der Spannfutter entscheidend. Der Firmengründer Alexander Alber weist darauf hin, dass jede Abweichung von 0,01 mm im Rundlauf bei hohen Drehzahlen verstärkt werden und zu Werkzeugbruch führen kann.
Die Präzisionssteigerung bei ALSTO begann 2013 mit dem Austausch der Messtaster. Der Produktionsleiter Thomas berichtet, dass es bei der Verwendung von Messtastern anderer Marken gelegentlich zu Fehlauslösungen kam, die eine manuelle Überprüfung erforderten. Nach der Umstellung auf den BLUM TC62-Messtaster wurden diese Probleme durch seine Wiederholgenauigkeit von 0,3 Mikrometern und die Schutzart IP68 beseitigt. Er arbeitet auch unter dem Einfluss von Hochdruckkühlmittel mit 60 bar zuverlässig.

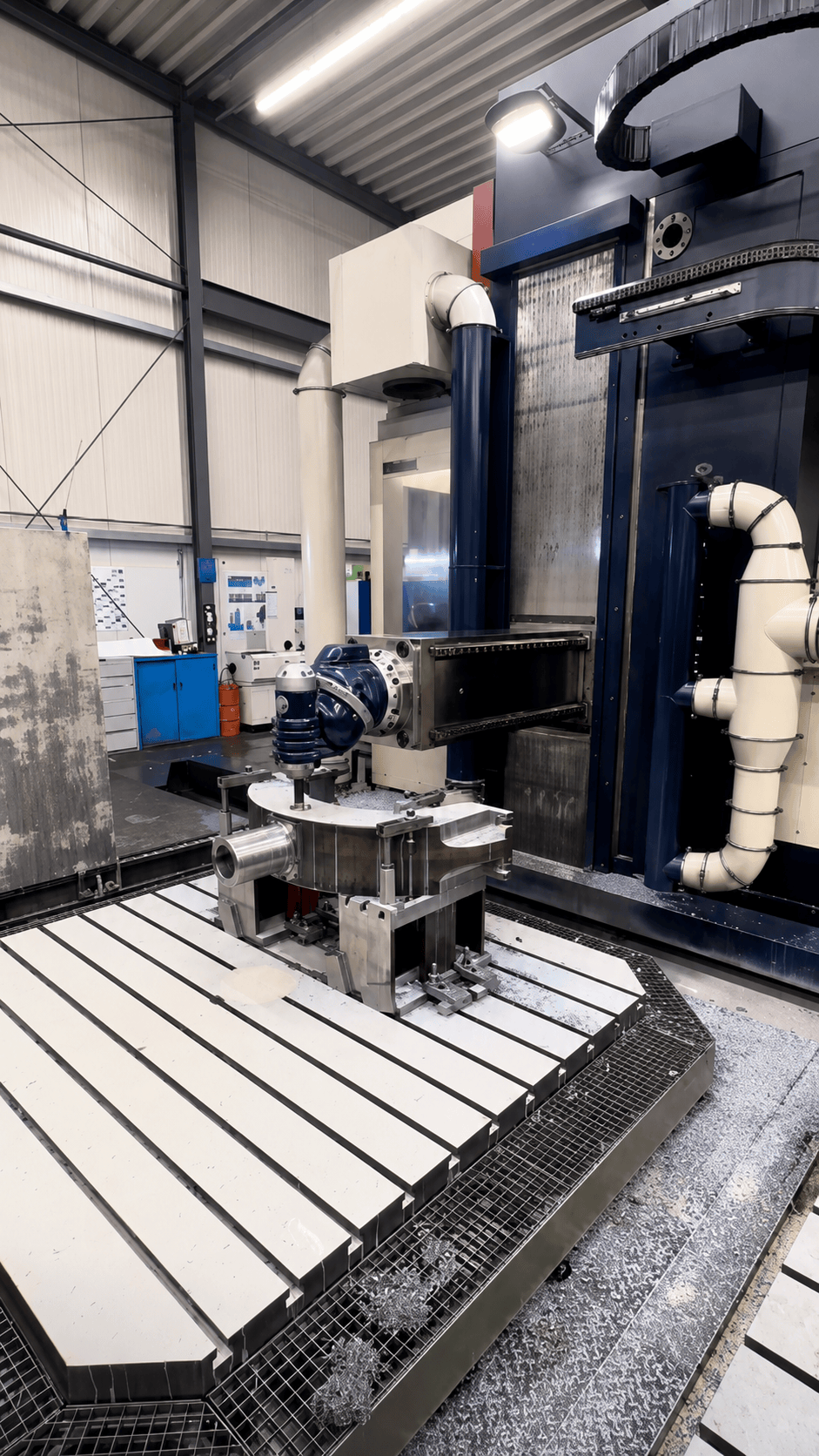
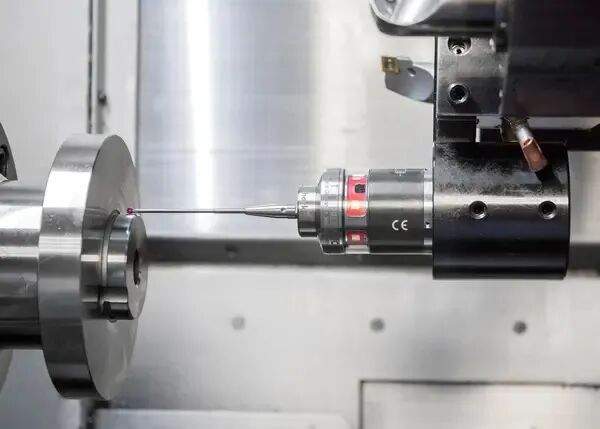
Auf ALSTOs Vorzeigemaschine – dem Doosan MX2600 Doppelspindel-Dreh-Fräszentrum – spielt der BLUM TC62-Messtaster die Rolle des „Wächters" der automatisierten Fertigungslinie. Bevor der Roboterarm das Rohteil zur Fertigbearbeitungsstation transportiert, prüft der Messtaster sofort, ob die Einspannung korrekt und die Abmessungen in Ordnung sind. Bei Problemen wird das Teil direkt aussortiert – vollständig ohne menschliches Eingreifen. Der Nachtschichtleiter Martin erklärt, dass die definitive Antwort des Messtasters die unbeaufsichtigte Nachtproduktion ermöglicht.
Die technische Sicherheit, die das Messsystem bietet, ermöglichte es ALSTO, das Außenrundschleifen der Spannfutter zu eliminieren. Das herkömmliche Verfahren erforderte Drehen und Schleifen, um die Rundheit zu gewährleisten. Jetzt wird durch hochpräzises Drehen und die Echtzeit-Erkennung und -Kompensation thermischer Verformungen durch den BLUM-Messtaster die geforderte Qualität direkt erreicht. Der Qualitätsmanager zeigt Daten, die einen Rückgang des Rundlauffehlers von 0,01 mm auf 0,003 mm belegen – unter dem Durchschnittsniveau des Schleifverfahrens.
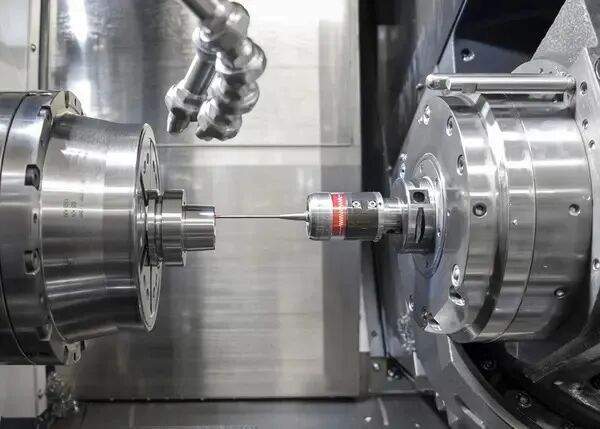
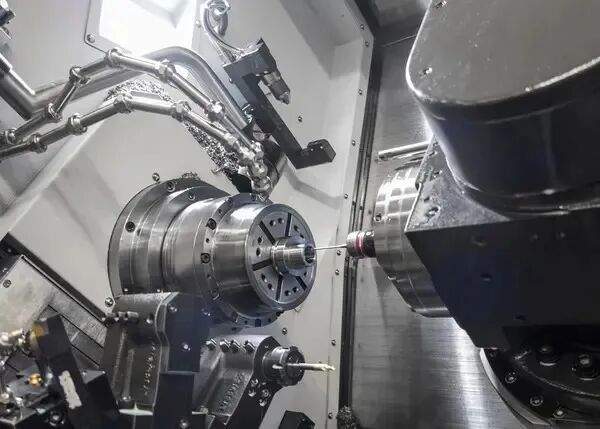
ALSTO setzt je nach Anforderung verschiedene Messlösungen ein. In der klimatisierten Werkstatt mit 20±0,5 °C ist die Harding-Drehmaschine mit einem TC54-10 T-Messtaster ausgestattet, um Spannfutter mit der höchsten Präzision und einer Toleranz von ±0,005 mm zu fertigen. Ein Ingenieur erklärt, dass eine Temperaturschwankung von 0,5 °C einen Genauigkeitseinfluss von 1 bis 2 Mikrometern hat; der BLUM-Messtaster hilft, die letzten Mikrometer-Anforderungen zu erfüllen. Auf den Doosan-Maschinen kommt eine Kombination aus dem LaserControl NT-H 3D-System und dem TC76-Messtaster zum Einsatz, die bei voller Spindeldrehzahl die Messung von Werkzeuglänge, -durchmesser und komplexen Konturen ermöglicht und so die realen Betriebsbedingungen widerspiegelt.
Auf zwei für die Nachtproduktion zuständigen Chiron-Bearbeitungszentren ist das LaserControl Micro Single NT-System speziell für die Werkzeugbrucherkennung zuständig. Ein diensthabender Ingenieur berichtet, dass das System bei einem Spanbruch um drei Uhr morgens automatisch Alarm schlägt und den Roboterarm anweist, das Werkzeug zu wechseln, sodass die Produktion fortgesetzt werden kann, ohne dass der Bediener die Steuerkonsole verlassen muss. Alber erwähnt, dass der Service von BLUM schnell sei, aber die Zuverlässigkeit des Systems selbst außergewöhnlich hoch sei.

Von drei gebrauchten Maschinen und einem Team von drei Personen bei der Gründung im Jahr 2006 bis heute mit zehn modernen Anlagen und einem Team von 15 Personen ist ALSTO zu einem Lieferanten für führende deutsche Hersteller von Holzbearbeitungsmaschinen geworden. Der Firmengründer Alber ist der Ansicht, dass die Präzision der Spannfutter den Standard deutscher Präzision repräsentiert. Er betont, dass im Zeitalter der Hochgeschwindigkeitsbearbeitung eine höhere Genauigkeit eine längere Werkzeugstandzeit, eine stabilere Bearbeitungsqualität und niedrigere Gesamtkosten bedeutet.
Im Gespräch über die Wettbewerbsfähigkeit „unsichtbarer" Produkte sagt Alber, dass die Spannfutter im Inneren der Maschine mit hoher Geschwindigkeit rotieren und vom Benutzer nicht direkt gesehen werden können, aber die Präzision die endgültige Produktqualität bestimmt. Es ist diese Verantwortung, die das Team jeden 0,001 Millimeter mit Ehrfurcht behandeln lässt. Der BLUM-Messtaster arbeitet ebenfalls still im Inneren der Maschine – die beste Technologie ist oft die, deren Existenz man vergisst.
Dieser Artikel wurde von Wedoany übersetzt und bearbeitet. Bei jeglicher Zitierung oder Nutzung durch künstliche Intelligenz (KI) ist die Quellenangabe „Wedoany“ zwingend vorgeschrieben. Sollten Urheberrechtsverletzungen oder andere Probleme vorliegen, bitten wir Sie, uns unverzüglich zu benachrichtigen. Wir werden den entsprechenden Inhalt umgehend anpassen oder löschen.
E-Mail: news@wedoany.com