

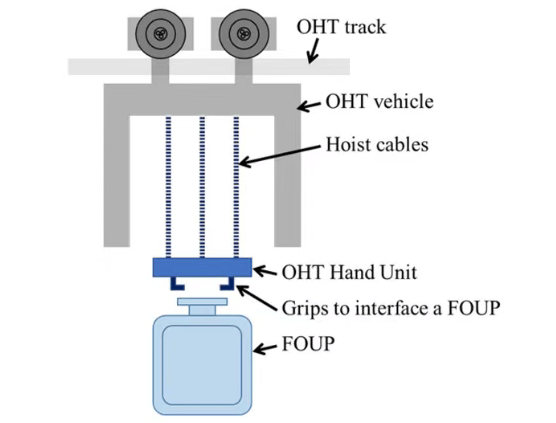
de.wedoany.com-Bericht: Im Bereich der Halbleiterfertigung ist das OHT (Overhead Hoist Transfer), auch als Hängekransystem bezeichnet, eine automatisierte Materialtransportanlage, die auf Hochbahnschienen in der Fabrikhalle installiert ist. Dieses System greift über einen riemengetriebenen Hubmechanismus direkt in die Beladungsöffnung der Verarbeitungsanlagen ein, um Front-Opening Unified Pods (FOUPs) zu erfassen und zu transportieren. Es wird weithin als das vorherrschende Transportschema für 300-mm-Waferfabriken und Fabriken der nächsten Generation angesehen.
Systemkomponenten und grundlegende Architektur
Das OHT-System, ein Kernsubsystem des automatisierten Materialtransportsystems (AMHS), umfasst in seiner vollständigen Architektur sowohl Hardwaregeräte als auch Steuerungssoftware.
Die Hardwareebene umfasst: das entlang der Decke verlegte Schienensystem, dessen Länge in fortschrittlichen Fabriken über 50 Kilometer betragen kann, mit mehr als 5.000 Kreuzungen; den entlang der Schiene fahrenden OHT-Körper, der typischerweise eine Tragfähigkeit von 15-20 kg und eine einstellbare Fahrgeschwindigkeit aufweist; die Hebevorrichtung für die präzise vertikale Positionierung, die an die Höhe der Beladeöffnungen verschiedener Anlagen angepasst werden muss; die Greif- und Ablagevorrichtung zum Halten des FOUP; sowie das Stromversorgungssystem (Schleifleitung oder induktive Stromversorgung) für den 7×24-Stunden-Dauerbetrieb.
Die Software-Steuerungsebene besteht aus dem Materialkontrollsystem (MCS), dem Fahrzeugcontroller (TSC) und dem Speichergerätecontroller (STC), die zusammenwirken. Das MCS ist für die Anbindung an das Manufacturing Execution System (MES) zuständig, empfängt globale Transportanweisungen und leitet sie an die jeweiligen Controller weiter; der TSC verwaltet den Status und die Aufgabenverteilung einzelner OHTs; der STC verwaltet die FOUP-Informationen in den Speichergeräten. Die Kommunikation zwischen den Ebenen erfolgt in Echtzeit drahtlos, und ein zentraler Server kann ein vollständiges Bewegungsbild jedes Geräts in der gesamten Fabrik erstellen, ähnlich wie eine Verkehrsleitzentrale den städtischen Fahrzeugverkehr überwacht.
Arbeitsablauf und Funktionsprinzip
Der Arbeitsprozess eines OHT lässt sich in vier Phasen zusammenfassen: „Befehlsempfang – Routenplanung – Transportausführung – präzise Übergabe". Zunächst erhält das MCS eine Materialtransportanforderung vom MES, analysiert Informationen wie Zielgerät, Prozesspriorität und Behältertyp und leitet diese an den entsprechenden TSC weiter. Anschließend weist der TSC einem freien OHT die Aufgabe zu, berechnet basierend auf der Schienentopologie den optimalen Pfad vom Start- zum Zielpunkt und steuert den Kran entlang der Führungsschiene.
Wenn sich das OHT der Zielposition nähert, schaltet das System in den Langsammodus, erreicht eine millimetergenaue Positionierung über Positionssensoren, und nachdem die Hebevorrichtung die Höhe angepasst hat, führt die Greif- und Ablagevorrichtung das Erfassen oder Ablegen des FOUP durch. Während des gesamten Transportvorgangs kann die Durchschnittsgeschwindigkeit des OHT auf geraden Schienenabschnitten 5 m/s (18 km/h) und auf Kurven 1 m/s (3,6 km/h) erreichen. In fortschrittlichen Fabriken beträgt die Zeit für einen einzelnen Transportvorgang (einschließlich Warte-, Fahr- und Greif-/Ablagezeit) etwa 18-25 Sekunden. Das System kann täglich Hunderttausende von Fahrten durchführen, und die Systemverfügbarkeit muss über 99,99 % liegen.
Wichtige Leistungsindikatoren und technische Schwerpunkte
Die Kernparameter des OHT-Systems umfassen Aspekte wie Positioniergenauigkeit, Fahrleistung, Vibrationskontrolle und Reinheit. Fortschrittliche Prozesse erfordern einen horizontalen Positionierfehler von nicht mehr als ±0,1 mm, einen vertikalen Ausrichtungsfehler von nicht mehr als ±0,2 mm, eine maximale Fahrgeschwindigkeit von 3,0-3,5 m/s und eine Greif-/Ablagezykluszeit von weniger als 5 Sekunden. Die Vibrationskontrolle ist ein entscheidender Faktor, der die Ausbeute fortschrittlicher Prozesse beeinflusst. Der 3-nm-Knoten erfordert eine Transportvibrationsbeschleunigung von unter 0,2 G, da sonst die Gefahr besteht, dass die Ausrichtungsgenauigkeit der Lithographie die Spezifikation überschreitet. Zur Vibrationsunterdrückung verwenden hochwertige OHTs üblicherweise magnetische Schwebetechnologie, die durch berührungslosen Transport Reibungsvibrationen eliminiert, präzise steuerbare Start-Stopp-Vorgänge ermöglicht und gleichzeitig Partikelkontamination durch Schmieröle vermeidet; die Geräuschentwicklung kann unter 55 dB gehalten werden.
Bei den Positionierungsverfahren ist die magnetische Streifenpositionierung aufgrund ihrer hohen Störfestigkeit (unbeeinflusst von Staub und elektromagnetischen Feldern) und einer Genauigkeit von bis zu ±2 mm die bevorzugte Wahl für High-End-Fabs; die Encoderpositionierung ist kostengünstiger, aber anfällig für Schlupf und daher für ausgereifte Prozesse geeignet; die Laserentfernungsmessung wird für kundenspezifische Szenarien eingesetzt. Darüber hinaus verfügt das OHT-System über eine Echtzeit-Statusverfolgungsfähigkeit, um Anomalien wie Temperatur und Vibration während des Wafertransports zu überwachen und rechtzeitig zu reagieren, um die Transportsicherheit zu gewährleisten.
Anwendungsvorteile und Branchenstatus
Im Vergleich zu bodengebundenen automatischen Fahrzeugen (AGVs) oder Förderbändern bietet das OHT-System in mehreren Dimensionen deutliche Vorteile. Seine erhöhte Installation beansprucht keine Bodenfläche und verbessert die Flächennutzung der Reinraumhalle; der vollautomatische Betrieb reduziert den direkten Kontakt zwischen Personal und Material und senkt das Risiko der Partikelkontamination; der Hochgeschwindigkeitstransport verkürzt die Materialdurchlaufzeit und steigert so die Gesamtproduktionseffizienz; gleichzeitig trägt der automatisierte Betrieb zur Senkung der Personal- und Wartungskosten bei und gewährleistet durch hohe Betriebsstabilität die Produktionskontinuität.
Aus Marktsicht wird der globale OHT-Markt seit langem von Unternehmen wie Daifuku und Murata Machinery dominiert, wobei der Markt für High-End-12-Zoll-Fabs stark konzentriert ist. Laut Marktforschung wird das OHT-Marktvolumen in China im Jahr 2026 voraussichtlich 6,81 Milliarden Yuan erreichen. Chinesische Hersteller wie Miefer Technology, Huaxin Equipment, Chengchuan Technology und Zhijianeng haben bereits in einigen Produktionslinien Durchbrüche erzielt, weisen jedoch bei Indikatoren wie Positioniergenauigkeit (China ca. ±0,1 mm vs. international ±0,05 mm), Fahrgeschwindigkeit (China 3,5 m/s vs. international 4,0 m/s) und Vibrationskontrolle (China 0,5 μm/s vs. international 0,1 μm/s) noch Lücken auf. Mit dem großflächigen Ausbau chinesischer Waferfabriken und der Beschleunigung der lokalen Substitution wird erwartet, dass das OHT-System zur nächsten wichtigen Rennstrecke für einen umfassenden Durchbruch im Bereich der Halbleiterausrüstung wird.










